Передачи зубчатого типа выполняют две функции:
- подают энергию осциллятору;
- подсчитывают его колебания.
Известно множество вариаций конструкции — от устройства трехколесного типа с валами, расположенными в одной плоскости (используется, например, в часах балансирного типа), и центральной стрелкой секунд до комплексов с индикацией даты, фаз луны, календарем.
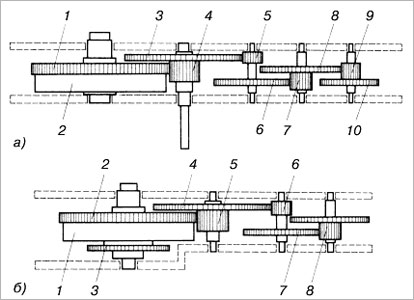
Рис. 1. Главная передача часов:
а – с минутным колесом (1 – ведущее колесо, 2 – барабан пружины, 3 – минутное колесо, 4 – минутный триб, 5 – промежуточный триб, 6 – промежуточное колесо, 7 – секундный триб, 8 – секундное колесо, 9 – спусковой триб, 10 – спусковое колесо);
б – без минутного колеса (1 – барабан пружины, 2 – ведущее колесо, 3 – сменное колесо, 4 – второе промежуточное колесо, 5 – второй промежуточный триб, 6 – первый промежуточный триб, 8 – триб спускового колеса)
Первый (простой) вариант используется в часах низкого ценового сегмента. Это изделия, в которых используется спусковой механизм штифтового типа. В нем за движение стрелок отвечает отдельное колесо, расположенное на пружинном барабане.
Следующий тип считается более сложным. В этом случае минутное колесо приводит в движение часовую стрелку. Его усовершенствованная, а значит, и более сложная версия предполагает наличие центральной секундной стрелки.
По рисунку видно, что механизмы рассчитаны на односуточный ход. Если стоит задача при пружине той же длины повысить длительность хода, ее решают увеличением передаточного отношения. Для этого механизм дополняют дополнительными колесами (достаточно одного или двух) с трибами. Их размещают между трибом на минутном колесе и ведущим механизмом.
Зубчатые колеса: производственный процесс
На заре развития часового дела изготовление зубчатых колес считалось сложной задачей. Этот процесс был ручным и весьма трудоемким. На первом этапе прорезались зазоры. Затем проводилось закругление головок зубьев. Боковые стороны оставались ровными. Чаще всего процесс сводился к изготовлению колес, в которых делали зубья торцового типа.
Для механизмов, которые устанавливались в башенных часах, использовать такую технологию не получалось из-за больших размеров. В этом случае обод с зубьями наваривали на ступицу (в месте лучевидного плеча). Чаще всего использовались трибы с количеством зубьев в пределах 15. Для часов крупного и среднего размера они были трубчатыми, малого — циклоидальными. Выбор последних был обусловлен такой их особенностью: у передач зацепление триба чередуется с зацеплением пары колес. А так как у трибов мало зубьев, то когда происходит контакт с большим колесом, создаются существенные перепады приводной силы. Циклоидальная зубчатая передача оптимальна, когда в точности соблюдаются рекомендованные промежутки между осями колес.
Чтобы улучшить зацепление, мастера корректировали зубья, понижая головки и упрощая профильные кривые. Тем самым удавалось достичь состояния, максимально близкого к такому, когда пара зубчатых колес направляет равнозначную силу на участках в начальной и конечной точках зацепления.
Циклоидальное зацепление привлекает простотой производства.
Эволюция материалов
В самом начале при производстве часов башенного, настенного/напольного типов использовали зубчатые колеса из железа. Со временем металл заменили бронзой. Сырьем для триб служила сталь. Ее закаливали в тех местах, где нагрузка на механизм была максимальной. Поверхность зубьев была хорошо отполирована — так минимизировались потери вследствие трения.
Трибы могли быть не только трубчатыми, но и фрезерованными (их устанавливают в небольшие дорогостоящие модели). Если использовались большие колеса, их склепывали, маленькие — насаживали на поверхность вала.
Сегодня по трибам эксперты делают выводы о том, до какого времени часы ходили. Эти элементы наиболее подвержены нагрузке, и по тому, насколько они изношены, можно определить эксплуатационную надежность.